SFR 100 Petroleum Oil Fortifier
SFR 100: ASTM-D-5119 L-38
The CRC L-38 Engine Oil Test-Test Number 84-197-07-092
The L-38 is a standard American Petroleum Institute (API) engine oil qualifying test used for approving all lubricating engine oils that carry the API approval and signage. This test uses a copper/lead connecting rod bearing with no overlay to represent the extreme in corrosion sensitivity.
This test is run under highly oxidative conditions with a leaded fuel, which stresses the formation of potentially corrosive materials.
Inhibition against peroxide formation is important in passing this test. A formulation, which passes the L-38 test provides a high degree of assurance against bearing corrosion. The L-38 also assess shear stability. The 100° C viscosity of a used oil sample taken at ten (10) hours should remain in the same SAE viscosity grade as the unused oil. Fuel contamination is removed before the viscosity is determined.
According to the American Society for Testing and Materials (ASTM) Method D 5119-95, the test is designed to evaluate an oil "for protection against engine and oil deterioration under high temperature, heavy duty service conditions. The test method can also be used to evaluate the viscosity stability of multi-viscosity oils." The objective of the test is: "to evaluate a lubricant's performance in combating copper/lead/tin bearing corrosion and to measure viscous shear stability."
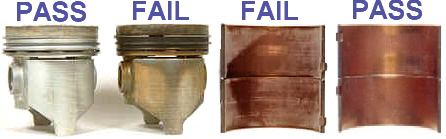
This test uses a 42.5 CID carbureted, single cylinder, spark ignition, CLR oil test engine. A photo of the L-38 test stand appears above. The engine runs forty (40) hours using a Phillips' SOLTROL-10 standard leaded iso-octane test fuel. The engine is shut down every ten (10) hours for an oil level check. Engine speed is maintained at 3150 rpm and the oil temperature is raised to 290° F (143° C) using an external oil heater circuit. Fuel contamination from blowby is intentionally introduced and monitored. The actual measurements for rpm's, oil temperature and blowby are tabulated on page four of the test report. The combination of intentional fuel contamination, high continuous operational speeds and heating of the oil make this a particularly severe test.
If an oil passes this test, it can be assumed to be suitable for API service with regard to bearing corrosion protection and viscosity stability. Other tests need to be carried out to complete the API certification process. Since we are an additive company we have not developed a motor oil for certification, however this test is positive proof whether SFR 100 assists the motor oil chosen or not in improving performance. A formulation which passes the L-38 test cycle, provides the highest degree of assurance against bearing corrosion (chemical wear). The L-38, as the API standard, also assures shear stability of the candidate oil. The L-38 test has been used for some time to qualify engine oils for API service categories starting with API SE. The L-38 has been recently changed and now uses un-leaded fuel, which is not as aggressive on bearing materials as leaded fuel is. Any engine oil formulation currently marketed with the API doughnut or starburst must have passed this test (at least for Society of Automotive Engineers (SAE) grade 5W-30 because the API allows "read across" of the 5W-30 results to other SAE grades). It is important to note that, due to quality variations, some oil formulas, which claim to have passed the test may actually fail if a retail sample is tested through the API audit procedures. SFR's use of an API licensed retail engine oil sample insures that the results are realistic and representative of quality levels that consumers see.
In this test, an oil must produce no more than 40 mg of total bearing weight loss and the stripped viscosity (measured after fuel contamination is removed or "stripped") must stay in the viscosity grade range as tested. The commercial motor oil used was Citgo 10W-40, which is approved at the API SJ performance level as of April 1998 and is rated as producing a 34.6 mg total bearing weight loss according to data kindly provided by Citgo. When the motor oil was treated with SFR 100 at the suggested rate of 5% by volume, the total bearing weight loss was reduced to 21.8 mg. The data describes a significant improvement of 37% over the untreated oil and fully 45.5% better than the API SJ standard performance requirement of 40 mg. This data demonstrates that, not only is SFR 100 non-corrosive but, it can actually reduce the corrosion that can be caused by even API certified oils for this category.
The ten hour stripped oil viscosity stayed within the test oils SAE viscosity grade. These results support SFR 100's ability to offer increased protection from corrosive wear even in an extremely severe engine environment without adversely affecting the nominal viscosity of the treated oil. These detailed results were produced by AutoResearch Laboratories Incorporated (ALI) (Chicago, Illinois), which is API and ASTM certified.
These corrosion and viscosity results complement the existing corrosion data in the SFR 100 Technical Data and the viscosity data on the SFR 100 Product Sheet. The test results also show that the oil treated with SFR 100 will not produce deposits in the form of sludge and varnish. A perfect score for cleanliness is 60, SFR 100 treated oil received almost perfect scores of 59.6 for varnish deposits and 58.9 for sludge deposits. The lack of piston and ring deposits and the fine condition of the bearing is apparent from the photographs below. Additional oil analysis testing performed at Cleveland Technical Center (CTC) (Spokane, Washington branch laboratory) determined that the Total Base Number (TBN) of the SFR 100 treated oil ended up at a healthy 6.7 following the demanding test. This TBN represents a decrease of only 0.7 from the untreated reference of 7.4! TBN is the alkalinity reserve provided by an oil which protects against acidic corrosion.
The majority of the printed test report details the control parameters of the test. The test parameters were maintained with the required control limits, which means that the data is valid and usable.
In conclusion, this industry standard report documents that SFR 100 is capable of reducing corrosive wear up to 37% in modern engine oils. This reduction in wear will significantly extend the usable life of bearings and other critical and wear sensitive engine components. This report refutes any concerns that potential customers may have or that may have been raised during sales presentations regarding the corrosion performance of the extreme pressure components of SFR 100. SFR 100's formulation is optimized for multi-functionality, effectiveness, and safety. Competitive products, which are poorly formulated or optimized for only one function have not proven their corrosion protection performance in this industry standard engine test. Based on the oil analyses that we have done on competitive products, it is possible that many of them would fail if subjected to this test due to a lack of corrosion inhibitors and alkalinity reserve. Competitive products that are particularly viscous or thick may also fail the viscosity requirements of the test. For a full copy of this report contact customer_service@sfrcorp.com.
| SFR 100: ASTM-D-5119 L-38 | ||||||||||||||||||||||
| ||||||||||||||||||||||

| In my opinion this test HAS been conducted in a valid manner in
accordance with Test Method D5119 and the appropriate amendments through
the information letter system. The remarks included in this report
describe the anomalies associated with this test. The test stand and laboratory have been calibrated in accordance with the requirements specified in Test Method D5119 and the appropriate amendment through the information letter system. |
 |
FIG. A15.1 Operational Validity Statement
-
Reference or Non-reference Oil
American Society for Testing and Materials ASTM KA24E Nissan Valve Train Wear Test
Test Number: 08-9811-52-3
Pennzoil 10W30 + 5% SFR 100
Summary and Analysis
"This test method measures the ability of crankcase oils for spark-ignition engines to prevent cam shaft and rocker arm follower wear encountered during stop and go driving conditions and extended engine idling. The primary results include camshaft lobe nose wear, and scuffing of rocker arm pads. Secondary results include assessment of wear metal concentration and fuel dilution in the engine oil, as well as oil consumption (1)." According to the American Petroleum Institute's (API) motor oil guide:
"Severe services operations include the following:
- Trips that are less than 16.09 kilometers (10 miles).
- Driving in dust or sand.
- Cold weather, which prevents full engine warm up.
- Idling for extended periods.
- Pulling trailers.
- Operating in any other heavy-duty and severe services (2)."
It is easy to see how most of us drive under severe service conditions and how the KA24E test detailed here simulated this common yet demanding mode of operation for an engine.
The KA24E test uses the modern 2.4-liter, fuel injected, overhead camshaft, 4 cylinder, 12 valve (2 intake valves and 1 exhaust value per cylinder) engine, which is run for 100 hours and then disassembled to take, wear measurements. A photo of the KA24E test stand appears on the cover of this report. Each hour of the test, the engine is operated at 800 rpm for 50 minutes and 1500 rpm for 10 minutes for a total of 200 cycles.
The KA24E in one of the latest test that will be used to qualify the next generation of engine oils at the American Society for Testing and Materials (ASTM) SK/ILSAC GF-3 performance level. ILSAC stands for the International Lubricant Standards Acceptance Committee. The KA24E test will be referred to as the CIA and will replace the wear portion of the CE test which is currently used to qualify SJ oils and has been used to qualify earlier oils. All engine oils that are sold will eventually need to pass the KA24E test. Oil treated with SFR 100 has already passed with flying colors! SFR chose to run the KA24E rather than the current VE because, according to industry statistics provided by Edgerton, Germeshausen and Grimmer (EG & G) (San Antonio, Texas), the KA24E is approximately 3-3.7 times more reliable than the outdated VE. The use of the modern KA24E also insures that the data will remain usable for some time.
SFR had two KA24E tests run back-to-back on the same Test Stand:
Test number 80-9811-53-4 was run on untreated SJ rated Pennzoil 10W30 engine oil (batch code: HHB20 HB0745) and test number 80-9811-52-3 was run with the same oil treated at the suggested rate of 5% by volume with SFR 100. Test number 80-9811-53-4 appears in a separate companion document. The engine oil was purchased locally in Butte, Montana off the shelf at Wal-Mart so it is exactly the same oil available to consumers. The effects of all variables, other than the additive itself, were controlled and minimized. By performing the two tests in this manner, maximum reliability was achieved and likely exceeded the industry average. No deviations from the required control conditions occurred and no unscheduled shut downs occurred in either test. |
|
The fuel used in the test is an unleaded Howell VG fuel (Batch: 97-01035). Used oils analysis performed by an independent laboratory |
|
The primary results of the tests confirm SFR 100's ability to further reduce wear in modern passenger car engines that are using the most current engine oils. The results of the test indicate that when SJ rated Pennzoil 10W30 engine oil was treated at 5% by volume with SFR 100 and subjected to the KA24E test; average camshaft lobe wear was reduced from 41.43 microns to 35.62 microns, a reduction of 14%. These figures are taken from the tables on pages 3 and 4 of the reports. The data on page 3 is a very short summary of the most important values determined in the test. The data contained in the chart on page 4 is a summary of the 84-profilometer scans appearing in Appendix A. Additional graphs appearing on pages 9-16 were not used to determine test results only to track key operating parameters for the transition (cycle 5 of 100) between medium and low speed operation. |
|
The wear reduction due to SFR 100 was more pronounced on the exhaust lobes (30% wear reduction) than on the intake lobes. The overall reductions are graphically displayed on the Camshaft Lobe Wear Profiles appearing on page 5 of the test reports. These cumulative traces clearly show that SFR 100 reduces wear (the higher the curve, the greater the wear) on the leading and trailing edges of cam lobes where the transition between hydrodynamic and boundary conditions is occurring. |
|
The rocker arm pads are also visually examined and rated for signs of metal distress including scuffing, burnishing, scratching, pitting, and other forms of visible wear. "The rater is to determine which percentage of the rated pad area exhibits no contact. Subtracting the percent are of no contact from the rated pad area, results in the percent wear area of contact for that rocker arm pad. Each rocker arm pad is rated for percent wear of contact. All twelve (12) individual pad ratings are averaged to determine the average contact area for the rest (1)." Treatment of the engine oil with SFR 100 reduced this percent wear area of contact from 74.5% to 61.83%, a relative reduction of 17.3%. These figures are taken from page 6 of the test reports. Based on the photos printed on the final page of the test reports, there is obvious evidence that the rocker arm pads from the test will run with 5% SFR 100 show reduced amounts of metal distress. |
|
These wear reductions figures may seem conservative but it is important to note that the test conditions do not involve high RPM's or high temperatures where SFR 100 really excels (as proven in the CRC L-38 Test). Also, NO engine oil sequence tests involve repeated starts, so start up wear is not examined. The KA24E test only looks at valve train wear but there are certainly other areas of the engine, which will benefit from SFR 100. The used oil samples were sent directly to Cleveland Technical Centers (CTC) (Beach Grove, Indiana branch laboratory) where additional oil analyses were performed. |
|
The additional analyses performed at CTC revealed that much greater wear reductions were occurring in other areas of the engine. The particle counts and ferrography of the oils from both tests indicate that significantly fewer wear particles were formed with SFR 100 treated oil. Reductions of contaminant particles varied from 11% to 98% and averaged 77%. Stated another way, engine oil treated with SFR 100 generated and circulated up to 44.7 times less abrasive contamination depending on the International Standards Organization (ISO) size category examined. The reductions in all size categories are tabulated and graphed below.
|
|
Particle Counts (PC/ml) From Nissan KA24E |
 |
 |
 |
|
Ferrography is a magnetic and visual analytical method used to separate metal particles, contamination and other amorphous debris from and engine oil or other fluid. The ISO Particle Count (ISO Method 4406) above differs from ferrography because it is an automatic tabulation of ALL types and sizes of debris in a prescribed micron range within a given amount of a sample (1ml). Analytical ferrography, when applied to engine component wear, is the most powerful and definitive tool used to determine engine condition. As opposed to the important given in the particle count, analytical ferrography examines in microscopic detail the origin; metallurgy, volume and morphology of individual species or groups of wear materials. The ferrographs displayed below clearly show the magnitude of difference between in both size and total volume of wear particles graphically demonstrate the wear reducing and engine life extending ability of SFR 100. |
|
Further confirmation of this contaminant reduction was obtained by examining the oil filters used in the test. The oil
filters were cut open and the photos on the next page clearly demonstrate the cleanliness of the SFR 100 treated oil
verses the untreated oil. It is the filter's job to trap these particles but the filter has limited capacity and can be forcedto circulate unfiltered oil if the media becomes clogged. Clogging is even more of a possibility with the compact filters
being used on modern vehicles. The photo also prove that the SFR 100 treated oil was not simply cleaner because
more particles were trapped in the filter, fewer particles were generated overall! |
| Untreated Pennzoil CTC Ferrograph | SFR 100 Treated Pennzoil CTC Ferrograph |
|
|
|
|
|
|
|
Opened Filters Photographed by SFR
|
|



|
These extremely significant wear particle reductions correlate with reductions seen in other applications including industrial hydraulic systems. This data again confirms that SFR 100 will benefit equipment by the reduction of initial wear between moving parts and secondary wear between equipment parts and abrasive combination. This data confirms the real world effectiveness of SFR 100's wear reducing (EP/AW) and contaminant handling (detergent/dispersant) additives. |
|
Large amounts of research have been done and many Society of Automotive Engineers (SAE) papers have been written to assess the deleterious effects of particle contamination on the wear of components in, and the usable life of, internal combustion engines (3). Although the research is primarily targeted at large, expensive, industrial diesel engines the results are translatable to consumer gasoline engines. Reductions in the overall size and number of wear particles contaminating a lubricant can be used to calculate equipment life extension factors. SFR 100 can and does reduce fluid contamination thereby extending equipment life. |
|
The Life Extension Method (4) is the best approach for accurately determining how much longer an engine will perform when particle contamination is reduced. Developed by James Fitch of Diagnetics Incorporated (Stillwater, Oklahoma), this method gives and accurate view of the ability of an engine or other mechanical device to reach its maximum design life if the lubricant is maintained at a target level of cleanliness. In this specific instance, the untreated engine oil generated and ISO 21/15-cleanliness code. When the oil was treated with SFR 100 and run in the test, an ISO 19/10- cleanliness code was generated. Using Fitch's LEM, engine life is approximately doubled when particle contaminationlevels are reduced from ISO 21/15 to ISO 19/10. These results also suggest the incredible benefits achievable when SFR 100 and SFR's BetaPure By-Pass Filtration System are used in combination for the absolute maximum in engineprotection and oil cleanliness. |
|
An interesting side note is that the KA24E test is designed to simulate stop-and-go driving and that the Pennzoil motor oil claims to be "formulated for stop-and-go driving". Based on these test results, treatment with SFR 100 enhances Pennzoil's performance in test designed to stimulate stop-and-go-driving. Also, most aftermarket oil additives claimto reduce wear; however, no other aftermarket additive has demonstrated a valid wear reduction in this test which is most modern industry standard engine wear test. This industry standard test simulates the most common type of vehicle use, everyday commuting, and incorporates conditions included in the API's definition of "severe service". Subjective field test over-the-road tests cannot begin to approach the reliability of this sequence of tests. These tests also show that oil analysis, for wear metals alone, doesn't necessarily give the whole picture. |
|
(1). Proposed ASTM Procedure For ASTM KA23E Valvartrain Wear Test, Draft No. 1, April 29, 1997. Complete copies of the ASTM KA24E VALVE TRAIN WEAR TEST are available
for $5.00 per copy. |